Diferencia de válvula general en el flujo de energía
Como Genel Vana, ofrecemos servicios de reparación específicos a las necesidades de la industria energética. Proporcionamos soluciones especiales de mantenimiento sin interrumpir la producción y teniendo en cuenta la seguridad de las instalaciones. Estamos especializados en centrales eléctricas de ciclo combinado de gas natural, centrales térmicas e instalaciones de energía geotérmica. Detectamos piezas defectuosas, las medimos y marcamos rápidamente. Puede dejar sus válvulas en buenas manos con nuestra experiencia en la selección de materiales en la producción de kits de reparación. Como Genel Vana, estamos aquí con nuestro enfoque de servicio meticuloso, confiable y de alta calidad.
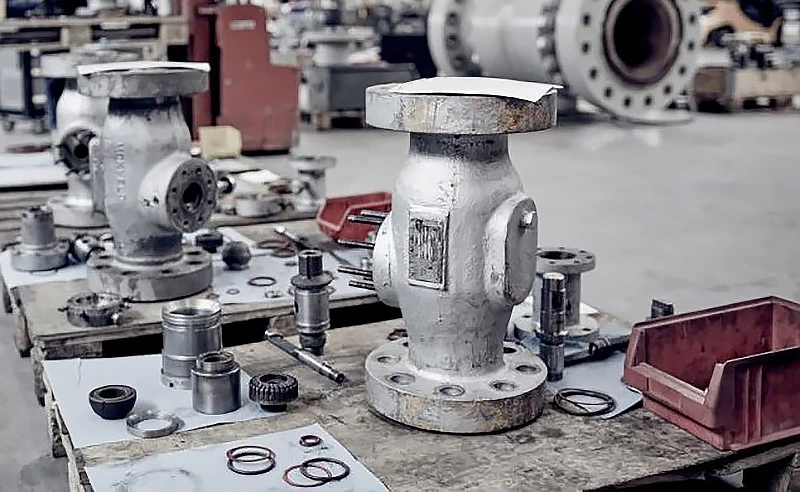
Las válvulas de control de globo (Clase 600, 900, 1500, 2500) utilizadas en el sector energético funcionan a alta presión y temperatura en líneas de vapor de 300-450-550°C. Con el tiempo, las piezas del asiento/tapón pueden sufrir deformaciones y pueden necesitar reparación debido a razones tales como fugas de flujo, cuerpo, eje del tapón del casquete y fugas en el sello del eje. Estas válvulas tienen un revestimiento de estelita de dureza 58 HRC de 1 mm/3 mm en los anillos del asiento y las superficies del obturador. En las válvulas de alta presión, el anillo del asiento está soldado al cuerpo de la válvula. Estas válvulas son el grupo que requiere la reparación más difícil. Podemos resolver con éxito esta tarea, que requiere conocimientos y experiencia. Puedes confiar en nosotros.
Reparación de Válvulas de Alta Presión
1) Las partes desgastadas del revestimiento de estelita se rellenan con alambre de soldadura de estelita y soldadura de argón (TIG). Posteriormente, el exceso se raspa mecánicamente y se lleva al tamaño final mediante trituración. Esta es una solución de corta duración y no la preferimos excepto cuando sea necesario.
2) Si es una solución permanente, conectamos el cuerpo de la válvula a nuestro centro de mecanizado horizontal CNC de cuatro ejes. Una vez escrito el breve programa, el husillo y el husillo destruyen con una fresa adecuada el anillo de asiento soldado al cuerpo y vacían la ranura. El anillo de asiento, que se reproduce en nuestra máquina de torno CNC de eje C, primero se envía a un tratamiento térmico y, después de alcanzar una dureza de 58 HRC, se muele hasta alcanzar el tamaño final.
Se aplican los mismos procedimientos a la parte del tapón. El anillo de asiento listo está montado en el cuerpo de la válvula. Todo el cuerpo se recoce a alta temperatura y se suelda perfectamente al cuerpo con un brazo robótico especial que fabricamos con nuestros propios medios.
Este método puede aumentar el costo y requiere maquinaria CNC, pero preferimos esta solución. La válvula está tan nueva como el primer día. Puede encontrar un verdadero servicio de reparación solo en VALGEN.
KIT DE REPARACIÓN PARA VÁLVULAS DE ALTA PRESIÓN
Utilizamos acero sueco especial en la producción de asientos/tapones. Este material tiene una formulación específica de nuestra empresa y se solicita en grandes cantidades al fabricante de acero. Todas las propiedades químicas y la información de producción del material están protegidas por nosotros. Este acero especial se convierte en un material blando que se puede soldar recociendo el cuerpo después del tratamiento térmico. También puede funcionar de forma continua a 550 bar de presión y 700 °C de temperatura. En la producción de kits de reparación, las condiciones de fluido de válvula, presión y temperatura son de gran importancia. Determinamos la estructura del material con nuestro detector de análisis de metales, preparamos dibujos técnicos y realizamos una producción perfecta con la correcta selección del material en nuestras máquinas CNC.




Trabajamos diligentemente para reparar la válvula deslizante paralela Crane 12" ANSI Clase 900. El tapón se remanufacturó en nuestra máquina CNC y el anillo del asiento del cuerpo de la válvula se corrigió con precisión mediante rectificado en nuestra máquina CNC.